Product offerings for pharma API, formulation and injectables ZLD
SARTIME treats pharma ZLD as a chemistry-led recovery problem: understand the manufacturing sources, reduce difficult COD and ammonia biologically, protect RO membranes, recover maximum water, and send the lowest possible load to the evaporator.
Pharma Effluent Chemistry and Treatability Study
SARTIME's pharma offering starts before equipment selection. API manufacturing uses batch processes, different molecules, solvents and reaction routes, so the effluent varies by product campaign and cannot be designed only from a combined COD number.
The study identifies raw materials, manufacturing steps, effluent sources, solvent and salt contribution, existing treatment limits and the right segregation route. This is where waste segregation, biodegradability checks, detoxification trials and feasibility studies are used to decide whether SBR, MBR, RO, evaporation or a combination will deliver reliable ZLD performance.


Modified SBR for API COD and Ammonia Reduction
SARTIME's modified SBR offering is designed for API effluent where conventional activated sludge does not give the required reduction. The system is operated in batch mode so the entire feed receives the required reaction time, avoiding short-circuiting and uneven biological exposure.
The differentiation is biological process control, not only tank volume. SARTIME uses special inoculum, daily monitoring of bacterial health and analytical checks before fresh feed is added. This makes the SBR stage the load-reduction engine before RO and evaporation.

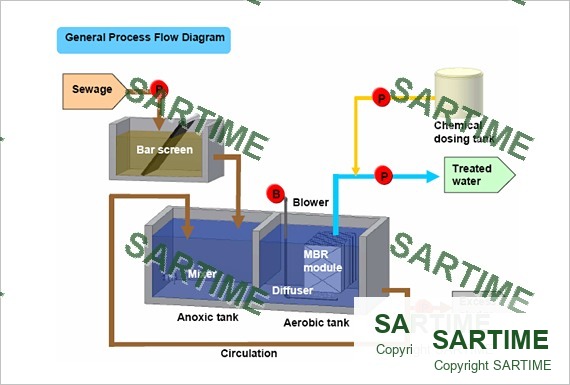
MBR Technology for Pharma Wastewater
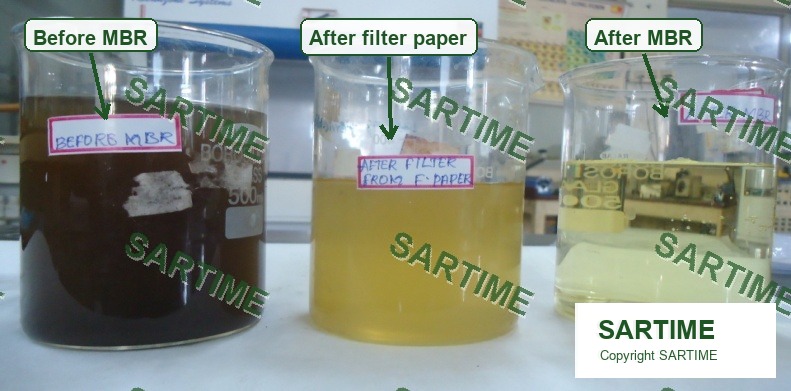
SARTIME's MBR offering is used where biological clarification must be strengthened before downstream RO. In the pharma API application, MBR improves the treated-water quality sent to membrane recovery and reduces the cleaning burden on the following RO stage.
The MBR section also supports recovery improvement from older Disc RO operation. With better biological separation ahead of RO, the plant can recover more water with less daily cleaning interruption.
High-Recovery RO for Pharma ZLD
SARTIME's high-recovery RO offering is built around the fact that pharma RO is not raw-water RO. The upstream biological treatment, waste segregation and membrane design must work together so maximum water is recovered before the evaporator.
The Pharma material highlights SARTIME's move from Disc RO dependence to successful Spiral wound RO application in pharmaceutical wastewater recovery. The objective is simple: recover more reusable water, produce better permeate, and reduce the reject volume that reaches thermal ZLD.



Recovered Water Reuse as Boiler Feed
SARTIME's reuse offering goes beyond sending recovered water only to cooling tower makeup. In pharma applications, the high-recovery RO system is positioned to produce permeate quality suitable for higher-grade reuse, including boiler feed where the project design and polishing requirements support it.
The reuse approach treats pharma effluent as a recoverable water source, not only a disposal problem. The stronger the biological and RO performance, the more useful the recovered water becomes inside the plant.
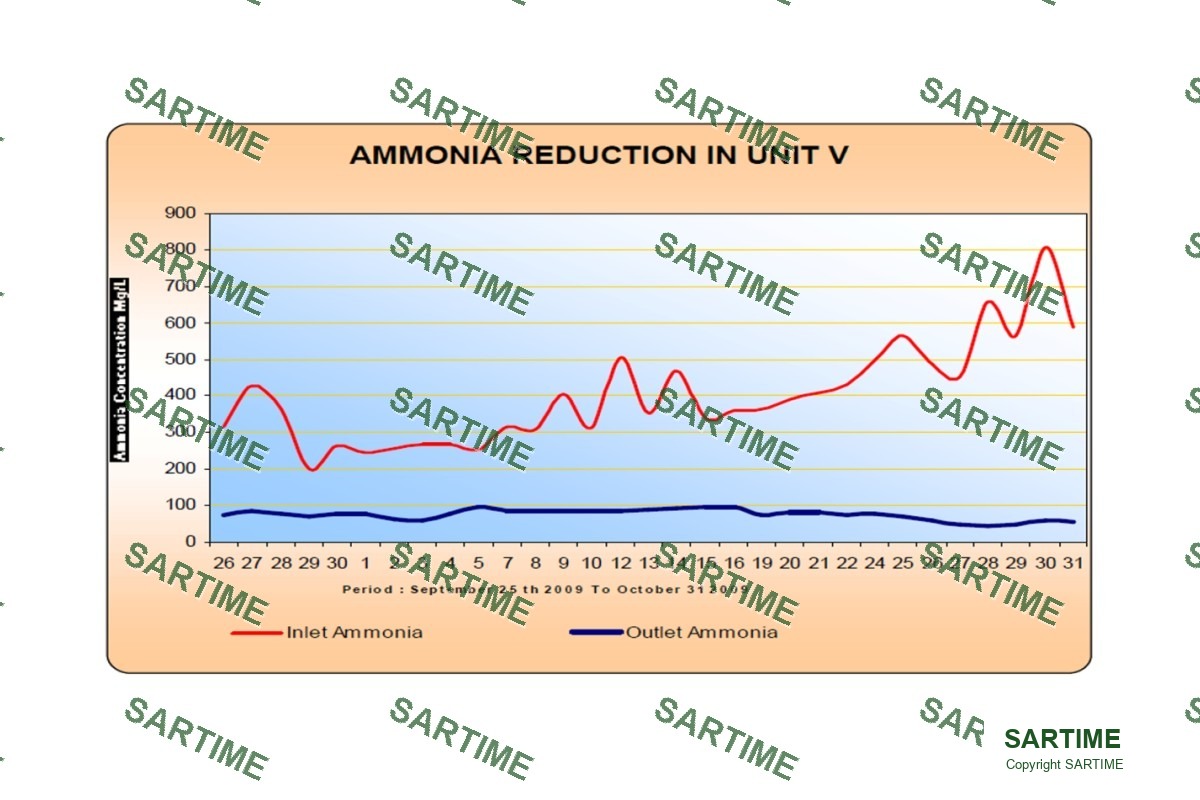
Ammonia and Volatile COD Control
SARTIME's ammonia-control offering addresses a Pharma ZLD problem that RO alone cannot solve. Ammonium salts are rejected by RO membranes, and when the reject is sent to the evaporator, the condensate can return with higher ammonia. Without correcting this loop, the plant keeps carrying ammonia back into treatment.
SARTIME uses batch biological treatment, special inoculum, controlled feed addition and analytical monitoring to reduce both COD and ammonia before the recovery stages. This protects the RO and prevents the evaporator from becoming the place where unresolved chemistry is recycled.
RO Fouling Control for Pharma Effluent
SARTIME's RO fouling control offering for pharma focuses on making Spiral wound membranes work in effluent service. Pharma wastewater can carry organics, salts, solvents and biological residues that raw-water RO designs are not built to handle.
The offering combines wastewater analysis, lab testing, pilot trials, stronger pretreatment, conservative flux, conservative recovery, higher pipe sizes, higher pump sizes and better diagnosis of membrane behavior. The purpose is to protect permeate flow, salt rejection and membrane life while keeping recovery high.
Evaporator Load Reduction and MFTL Evaporator
SARTIME's Pharma ZLD strategy is to keep the evaporator as the final step, not the main treatment step. COD reduction and high-recovery RO reduce the reject volume first, because evaporation is the highest-energy part of ZLD.
For the reject that still reaches the final stage, SARTIME's MFTL evaporator removes the conventional calendria tube fouling bottleneck and avoids the recirculation pump seal problem. The product is positioned for higher availability and lower maintenance in final reject concentration.



Existing Pharma ETP / ZLD Revamp
SARTIME's revamp offering is for pharma plants that already have multiple tanks, biological treatment, RO and evaporator assets but still do not reach stable ZLD. The work starts with water audit, pollution audit, source study, treatment chemistry and operating review.
The product outcome is a corrected process, not only one more equipment addition. Depending on the finding, SARTIME may improve segregation, modify biological operation, strengthen RO pretreatment, add second-stage RO, reduce evaporator load, upgrade monitoring or intensify the existing layout to save space.

