Product offerings for automobile and auto ancillary water reuse
SARTIME approaches automobile ZLD from the source first: reduce bath contamination, control sludge and oil, reuse water wherever possible, protect RO membranes, and reduce the final evaporator load.
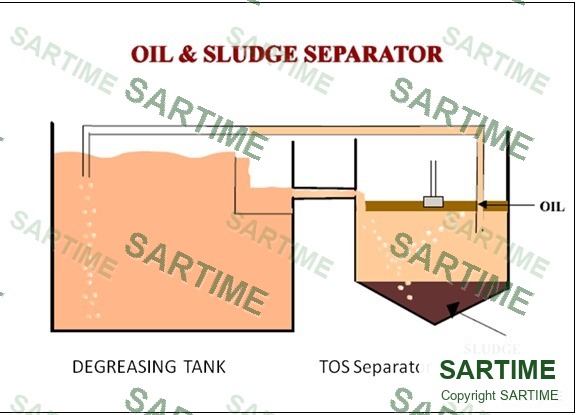
Total Oil Separator
SARTIME's Total Oil Separator keeps alkaline soak and degreasing baths clean during production by continuously separating free oil and soil from the bath. The bath remains usable for longer periods, so plants avoid frequent draining, cleaning, reheating and fresh chemical makeup.
The offering improves pretreatment consistency before surface finishing. By removing oil at the source, SARTIME reduces oil carryover to later process baths, lowers chemical wastage, reduces oily wastewater generation and prevents day-to-day quality variation caused by contaminated degreasing baths.

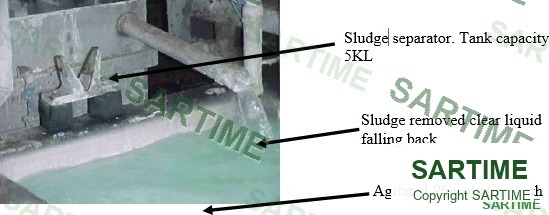
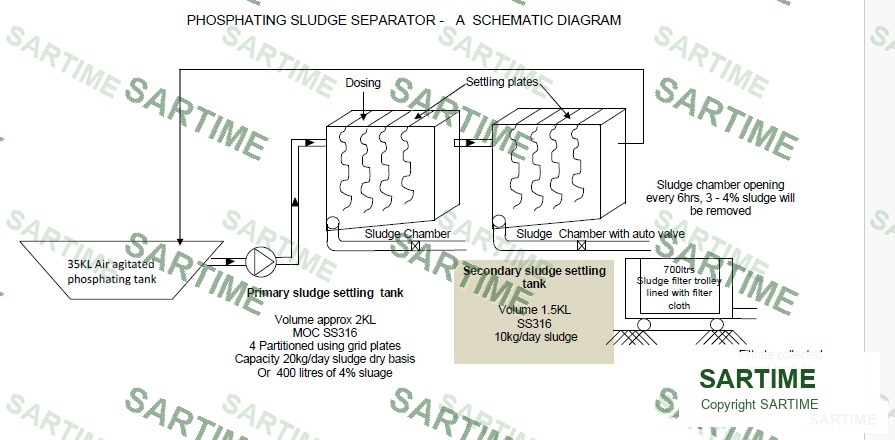
Online Phosphating Sludge Separator
SARTIME's Online Phosphating Sludge Separator is offered for plants where phosphating sludge causes white powder, bath instability, cleaning stoppages and chemical loss. The system keeps sludge suspended in the phosphating bath, settles it in dedicated SS316 separation tanks and returns clearer phosphating solution back to the bath during production.
The client impact is cleaner phosphating chemistry, better deposit consistency, reduced powder formation, longer bath life and fewer production interruptions for tank cleaning. The separated sludge is collected independently, so the load does not move unnecessarily into the ETP.
Chrome Reduction System
SARTIME's Chrome Reduction System is an automatic online process for reducing Cr(VI) rinse water to Cr(III). Acid and SMBS are dosed through pH and ORP control, the reaction is carried through static mixing, flash mixing and flocculation, and the reduced chrome stream is neutralized before further treatment.
The offering replaces manual batch treatment in large collection tanks. It avoids carrying chemicals to the top of the tank, contains SO2 evolution within the process, starts with the transfer pump, alarms when ORP crosses the set value, and removes separate Cr(VI) collection and treatment tanks where the modified scheme is applied.

Cutting Coolant Treatment
SARTIME's cutting coolant treatment offering is aimed at machining and auto ancillary units that need to reduce coolant disposal difficulty. The treatment approach uses coagulants to de-emulsify oil from water, separate the treatable stream and reduce the volume of difficult coolant waste.
The treatment example is for a small-volume coolant stream of 1 KLD. SARTIME's role is to characterize the waste, review additives and contaminants, prevent mixing with solvents or other shop waste, and apply coagulant treatment where oil-water separation can reduce disposal burden.



Rinse Water Management
SARTIME's rinse water management offering reduces water use directly at the process line. The approach uses counter-current rinse flow and SARTIME's special pump arrangement so water is reused through the rinse stages before it becomes wastewater.
This is suited to blackening, zinc plating, zinc phosphating and manganese phosphating lines, where rinse water conservation reduces both fresh-water intake and wastewater load sent to treatment.
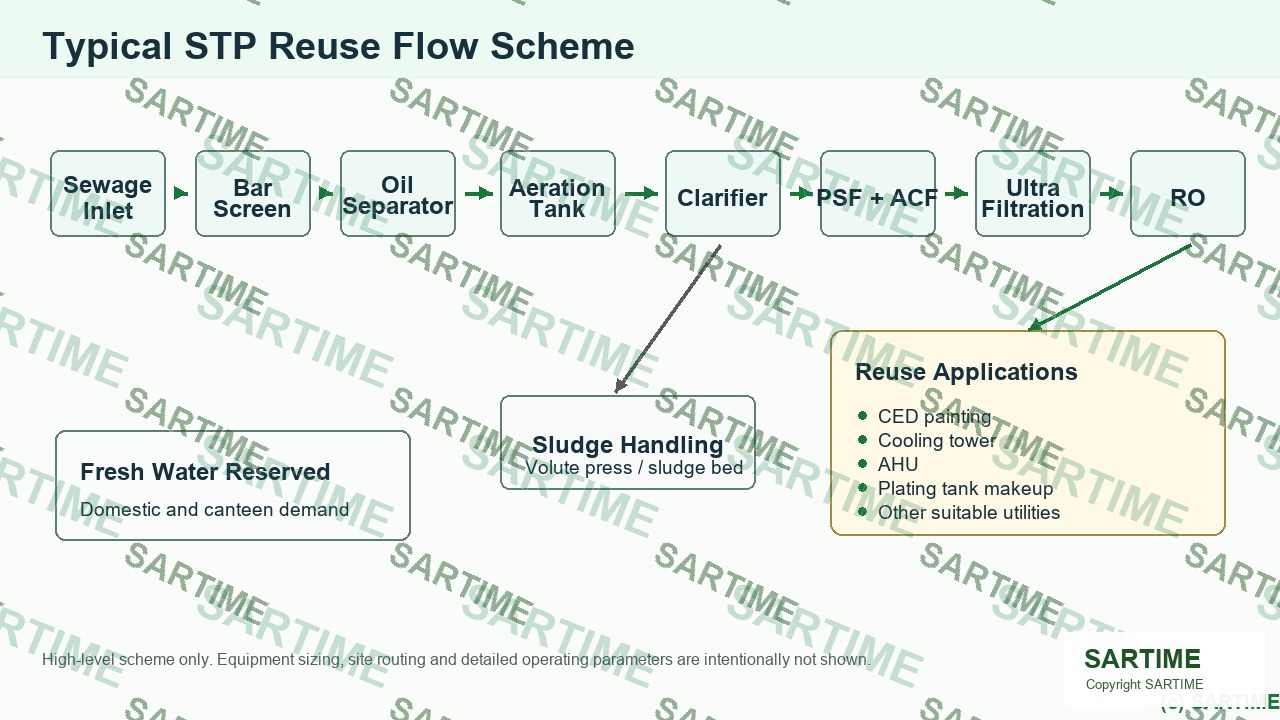
STP Water Reuse
SARTIME's STP water reuse offering converts treated sewage into process and utility water for industrial plants. The treatment train is selected so final water can be reused in identified applications such as CED painting, cooling tower, AHU and plating tank makeup, instead of being limited to gardening or discharge.
The differentiation is the "one water" approach: fresh water is reserved for domestic and canteen demand, while sewage is treated through biological treatment, filtration, ultra filtration and RO for reuse inside the factory.


Pond Water Reuse
SARTIME's pond water reuse offering treats harvested rainwater or stored pond water for reuse within automotive manufacturing facilities. Pond storage becomes a planned plant water source after treatment, instead of remaining only as rainwater storage or overflow management.
The treatment approach enables pond water reuse after primary treatment, with treated water supporting non-potable use such as canteen hand washing. The operating history demonstrates that a pond water recovery plant can support industrial use reliably over multiple years.


RO Fouling Control
SARTIME's RO fouling control offering protects the RO plant where treated effluent is recovered as reusable water. When oil, chemicals, heavy metals, solvents, scaling, bio-fouling or organic fouling reach the membranes, permeate flow drops, operating pressure rises, cleaning frequency increases and more reject is sent to the evaporator.
SARTIME treats effluent RO as a different duty from raw-water RO. The offering combines source removal, stronger pretreatment, wastewater analysis, lab tests, pilot trials, conservative flux and recovery design, higher cross-flow velocity, application-specific membrane selection, pressure gauges, sampling points and planned chemical or flushing cleaning.


MFTL Evaporator: Maintenance Free Tube Less Evaporator
SARTIME's MFTL evaporator is offered for the final ZLD concentration step after maximum water has already been recovered through source control, ETP and RO. The product is built for reject streams where conventional calendria evaporators face tube fouling, recirculation-pump seal failure and frequent maintenance.
The MFTL design removes calendria tubes from the evaporation duty and uses a mixing-blade arrangement to handle the remaining reject. SARTIME's approach is to reduce evaporator load first, then use a lower-maintenance evaporator for the unavoidable final concentration step.



Existing Plant Revamp
SARTIME's existing plant revamp offering is for factories that already have ETP, RO or ZLD assets but need higher capacity, lower chemical use, lower footprint or more stable operation. The work starts by re-looking at the existing process, equipment, source segregation, source reduction and space limitations.
The revamp approach uses process intensification where the chemistry and plant condition permit it. Conventional tanks and stirring can be replaced by compact pipe-based arrangements, intermediate storage can be reduced, and UF, RO or two-stage RO systems can be consolidated into tighter skid layouts.


Copper Recovery
SARTIME's copper recovery offering is relevant where auto ancillary, skin pass, plating or metal finishing operations generate copper-bearing wastewater. The approach is not only treatment; it evaluates whether the copper-bearing stream can be handled as a recoverable resource.
The work starts with wastewater chemistry, technology screening and demonstration. SARTIME evaluates copper and iron concentration, recoverable product volume, recovered water pH, filtrate TDS, sludge generation, operating cost and full-scale plant cost before scale-up.